
CLIENT BACKGROUND
IES were contracted to design the bottom head flange for two new replacement coke drums before manufacturing. The client sought expertise in joint design, including gasket selection, flange geometry, and assembly methods. A complete RT-Bolt System—RT-Bolts, coated and hardened washers, and machined, coated nuts—was supplied to ensure successful assembly and long-term bolt load monitoring, optimizing the re-tightening schedule recommended by the BUD OEM.
CHALLENGES
To optimize production and safety during un-heading, the client installed automated BUD valves and a centerfield injection device (CFID), a site first. Larger drums were fitted into tight existing infrastructure, preventing full hydraulic tensioning due to the feed nozzle’s proximity to the drum flange. Future re-tightening would require an extended drum cycle post-coke cutting, leading to significant LPO over the drums’ lifespan.
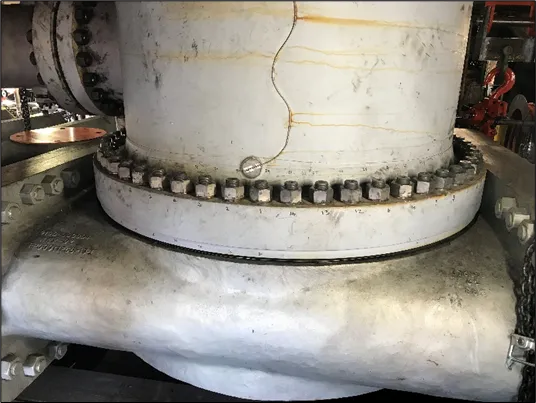
Successfully assembled BUD joint
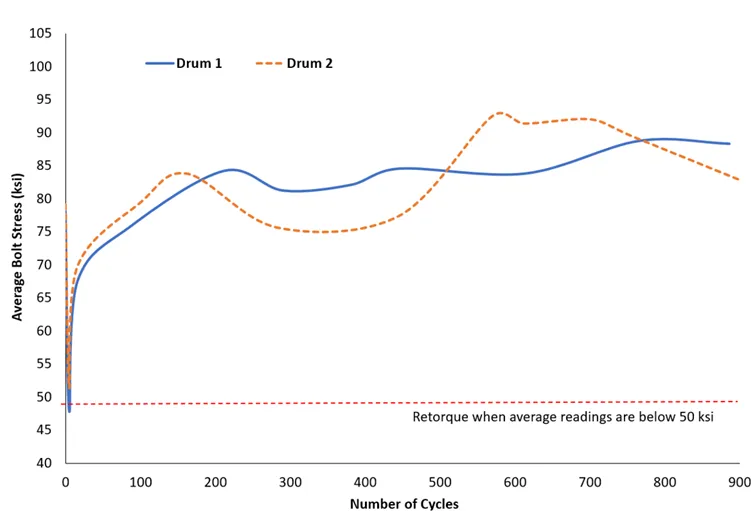
Bolt stress over time
SOLUTION
IES used FEA to redesign the joint with a larger hub, thicker flange ring, and an Inconel gasket matching the 1.25 Chrome flange’s thermal expansion. The RT-Bolt System, with hydraulic torque wrenches, accurately assembled the BUD joints and completed initial re-tightening within the first week. Successive bolt stress readings confirmed no further re-tightening was needed, eliminating operational LPO and mobilisation costs.
CONCLUSION
The optimized flange design and RT-Bolt System ensured zero leakage since installation.
No re-tightening needed after the first week.
Reliable data improved joint integrity management, reducing operational LPO and maintenance costs.
Post installation valve servicing, all RT-Bolts were easily disassembled without without galling or the need to split or cut nuts out.
CASE STUDY
